技術情報
硬鋼線の研削力の推移概要
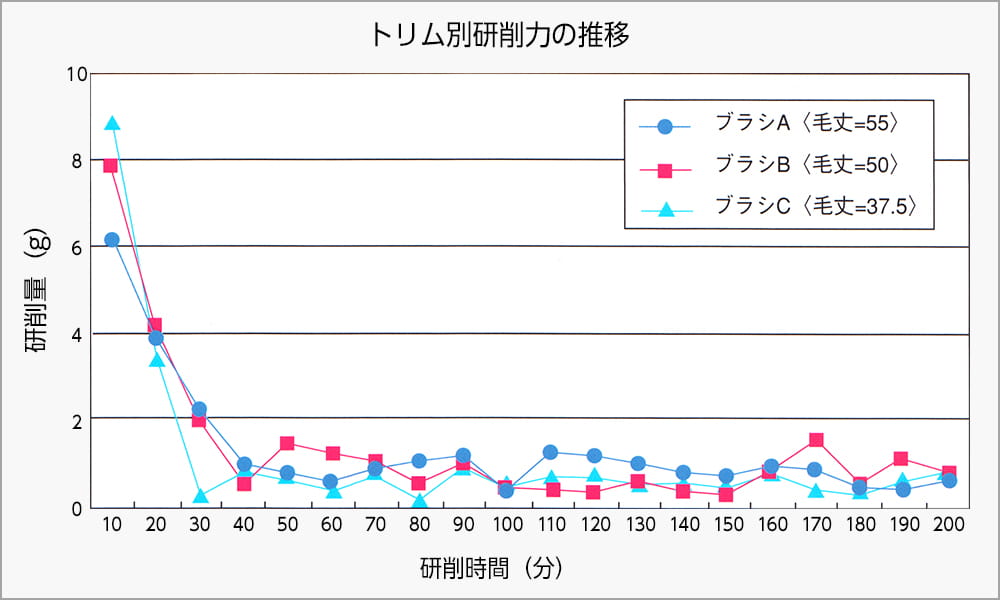
- 金属繊維の場合、初期研削力に特に優れ処理後30分~50分以降に安定した研削力で推移する特長があります。
- 金属繊維の場合、切り込み量(加圧)を極力低く設定し処理する事により毛材の折損が減少し寿命が延長されます。
テスト条件
- テスト方式
- 連続一定加圧処理
- ブラシA
- SWO.3 Φ200×20L 毛丈55mm
- ブラシB
- SWO.3 Φ200×20L 毛丈50mm
- ブラシC
- SWO.3 Φ200×20L 毛丈37.5mm
- 対象ワーク
- SPCC鋼板 250×150×3t
- ブラシ回転数
- 1,450rpm(周速910m/min)
- 負荷重量
- 5kg
- ブラシ回転
- ダウン(連続処理)
- 処理方法
- 乾式
- 備考
- 研削量は一定負荷状態で10分間連続処理を行った時の総研削量で表示しています。
この技術情報について詳しい情報を知りたい方はお気軽にお問い合わせください。
この技術情報について問い合わせる