技術情報
砥粒入り毛材の初期特性データ抜粋
テスト条件
- ブラシ回転数
- 980rpm
- ライン速度
- 5m ~ 50m/min
- N数
- 3回の平均
- 処理方法
- 湿式
- 回転方向
- アップカット
ブラシNo.
- (B1)PE
- Sic/1.4直 #100 Φ330 × 100L 毛丈35mm
- (B2)PE
- AL2O3/1.4直 #100 Φ330 × 100L 毛丈35mm
- (B3)PE
- Sic/1.4直 #100 Φ310 × 100L 毛丈35mm
- (B7)N612
- Sic/1.4直 #100 Φ330 × 100L 毛丈35mm
- (B8)N612
- Sic/2.0直 #80 Φ330 × 100L 毛丈35mm
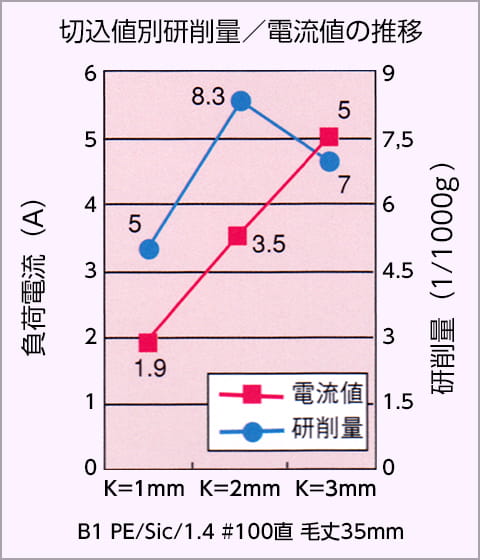 図1
図1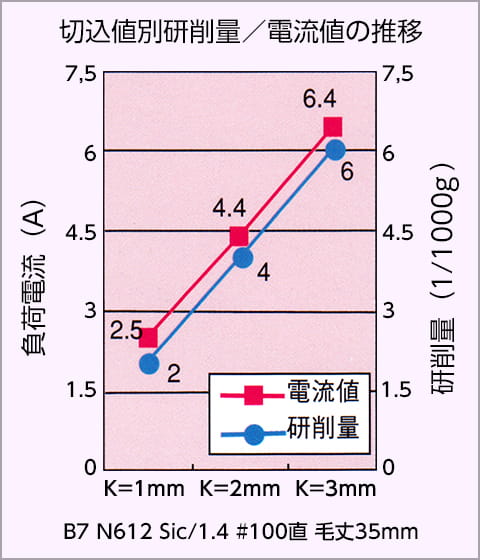 図2
図2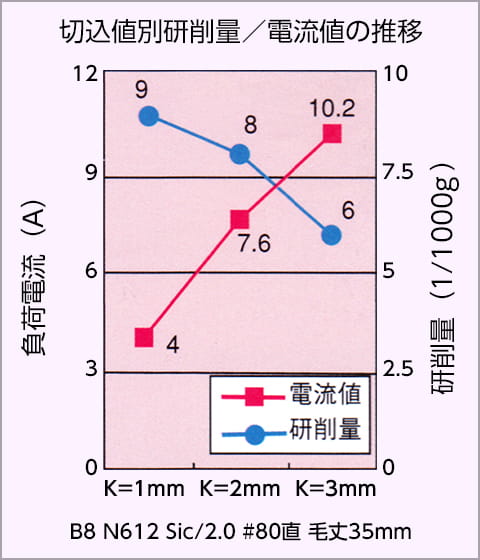 図3
図3
切り込み量と負荷電流の関係(図1~図3参照)
- ブラシB7の場合には切り込み量の増加に伴い研削量と負荷電流値は比例の関係にあるが、ブラシB8の場合には反比例する。
- ブラシの場合には、毛材剛性と切り込み量が大きく作用している。比例関係にあるブラシB7の切り込み量を更に大きくし毛材剛性以上の圧力が生ずれば(図1)同様の傾向が発生すると判断される。
- ブラシB1の場合、切り込み2mmが最も研削力が高く、切り込み3mmで研削力が低下している。これらは毛材剛性が大きく関係しており、切り込み量(圧力)過多により毛先処理から側面(腹)処理となり研削量が低下する。
- 線径の太いブラシB8にはその傾向がより明確に表れている。切り込みを増やすことにより毛先に傾き発生する。初期段階では、毛先がフラットである為毛先が傾くと接触面積が少なくなり研削硬化が切り込み量を増やしても思ったほどの効果は上がらない。但し、継続使用して行くことにより毛先カット面がなじみ、接触面積も増え研削力がアップする傾向になる。
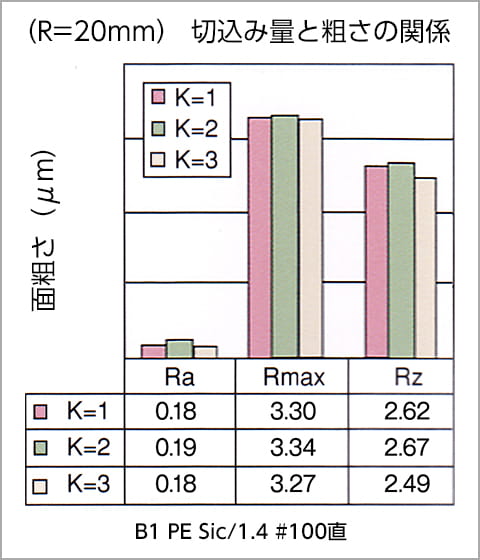 図4
図4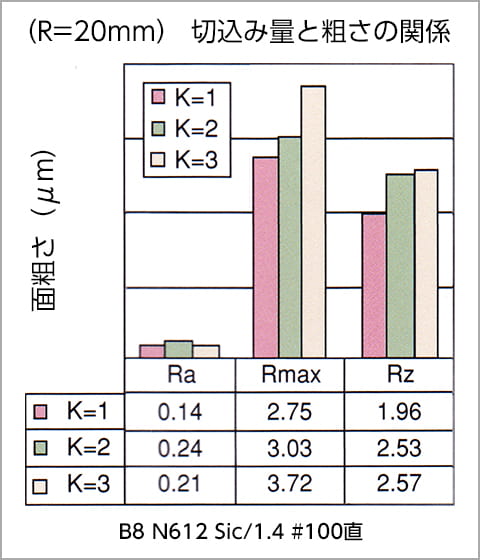 図5
図5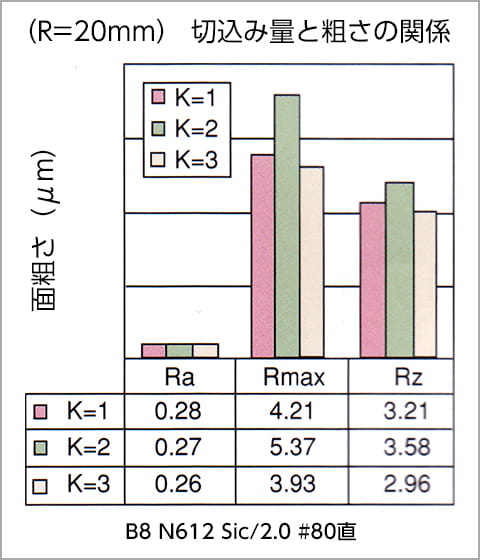 図6
図6
切り込み量と面粗さの関係(図4~図6参照)
- 毛腰がソフトなブラシB1の場合、切り込み量を深くしても面粗さに大きな違いがでない。
- ブラシB7の場合、切り込み量を深くする程粗くなる傾向がある。
- 毛腰の硬いブラシB8の場合、切り込み量2mm条件下が最も粗い傾向にある。
※毛材の剛性(毛腰)によって切り込み量を設定する必要がある。
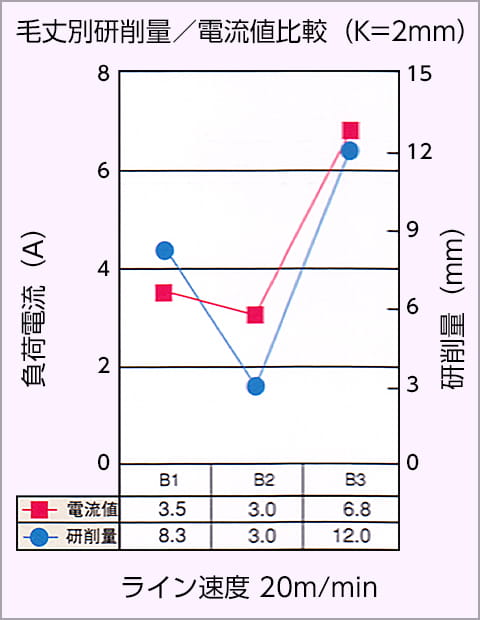 図7
図7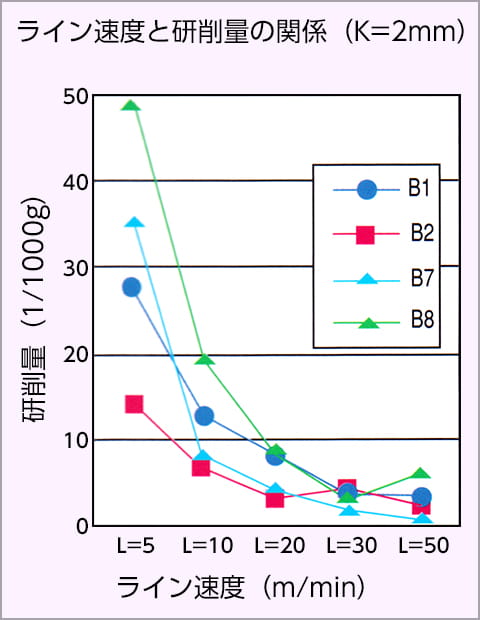 図8
図8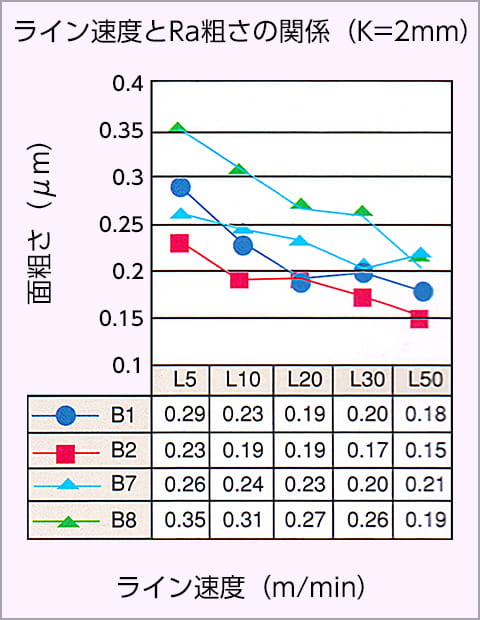 図9
図9
毛丈長と研削量・負荷電流の関係(図7参照)
- 毛丈が短い方が研削力・負荷電流値共に高くなる。
ライン速度と研削力の関係(図8参照)
- ライン速度が遅いほど研削力が高い傾向にある。
ライン速度と面粗さの関係(図9参照)
- ライン速度が遅いほど面粗さが粗い傾向にある。
この技術情報について詳しい情報を知りたい方はお気軽にお問い合わせください。
この技術情報について問い合わせる